



فرآیند آهنگری دندانهها و آداپتور سطل





همه ما میدانیم که تمام ریختهگریهای دقیق شامل مراحل تولید زیادی هستند. دندانههای سطلی CFS از تکنیک ریختهگری دقیق استفاده میکنند که به آن ریختهگری موم از دست رفته نیز میگویند، از جمله تزریق الگوی موم، مونتاژ درخت، ساخت پوسته، مومزدایی، ریختهگری فلز و سایر عملیات تکمیلی. بزرگترینمزیت ریختهگری دقیقاین است که میتواند به دقت اندازه بالا، پرداخت سطح خوب و ریختهگری تمام اشکال پیچیده آلیاژ دست یابد.
در زیر فرآیندهای ریختهگری دندانههای سطلی در کارخانه ریختهگری ما در هر مرحله آمده است:
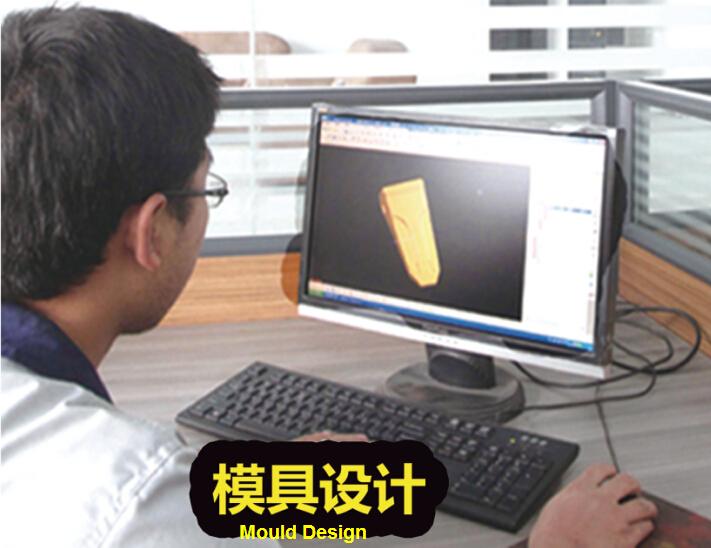
مرحله 1. دندانههای سطل را در ظاهر و ابعاد مختلف با توجه به تقاضای بازار طراحی کنید.

مرحله 2. مجهز به تجهیزات کامل پردازش قالب و تیم فنی حرفه ای، ما می توانیم ماشین آلاتابزارسازیبرای انواع ریختهگری دقیق، از جمله دندانههای سطلی.

مرحله ۳. ساخت الگوی مومی اولین قدم برای ریختهگری استدندانهای سطلیالگوی مومی برای تشکیل حفره پوسته نسوز استفاده میشود. بنابراین برای دستیابی به دندانههای سطلی با کیفیت، دقت اندازه و پرداخت سطح بالا، خود مدل مومی نیز باید از چنین دقت و پرداخت سطح بالایی برخوردار باشد. اما چگونه میتوان الگوی مومی باکیفیتی به دست آورد؟ علاوه بر طراحی قالب خوب، ما هنوز باید مواد مومی عالی و فرآیند الگوی مومی مناسب را انتخاب کنیم. مزایای مدلهای مومی از CFS عبارتند از نقطه ذوب پایین، پرداخت سطح و ابعاد خوب، استحکام بالا و وزن سبک.

مرحله ۴. مونتاژ درخت فرآیندی است که طی آن الگوهای مومی دندانههای سطلی به سیستم راهگاهی اسپرو چسبانده میشوند.

مرحله ۵. مراحل اصلی ساخت پوسته شامل موارد زیر است:
الف. روغن زدایی از مجموعه درخت - برای بهبود قابلیت خیس شدن پوشش، باید روغن سطحی مدلهای مومی را از بین ببریم.
ب. فرو بردن مجموعه درخت در پوشش سرامیکی و پاشیدن شن روی سطح.
ج. خشک و سفت کردن ورق سرامیکی. هر بار که پوشش لایه ورق سرامیکی اعمال میشود، باید خشک و سفت شود.
د. پس از سخت شدن کامل پوسته سرامیکی، باید قالب مومی را از پوسته جدا کنیم، این فرآیند مومزدایی نامیده میشود. با توجه به روشهای مختلف گرمایش، روشهای مومزدایی زیادی وجود دارد که بیشتر از همان روش بخار تحت فشار استفاده میشود.
ه. پوسته سرامیکی برشته شده

مرحله ۶. ریختن آلیاژ مایع فلزی برای پر کردن حفره پوسته.

مرحله 7. تمیز کردن دندانههای سطل ریختهگری، شامل برداشتن پوسته، بخش راهگاه، مواد نسوز متصل و تمیز کردن پس از عملیات حرارتی مانند پوستهها میشود.

مرحله ۸. بعد ازعملیات حرارتیساختار سازمانی دندانههای سطلی یکنواخت خواهد بود و مقاومت در برابر سایش تا حد زیادی بهبود مییابد، به طوری که عمر مفید دو برابر قبل بهبود مییابد.
مرحله 9. با بررسی کامل مواد و خواص مکانیکی دندانههای سطلی، میتوانیم به طور مؤثر از ورود محصولات بیکیفیت به بازار جلوگیری کنیم.
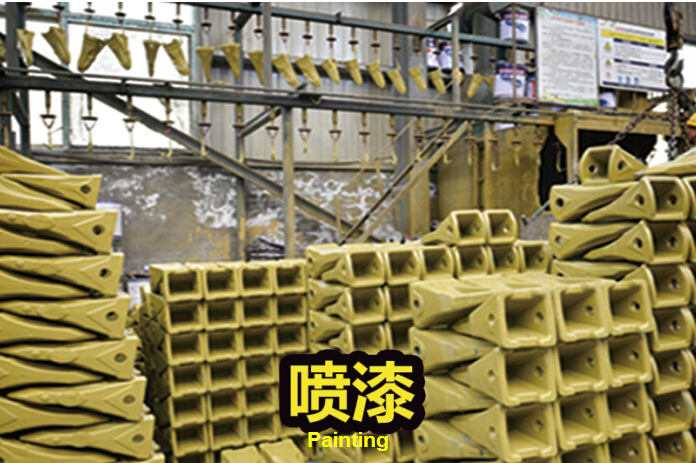
مرحله ۱۰. رنگآمیزی با رنگهایی مانند زرد، مشکی، سبز و غیره برای مطابقت با برندها و ماشینآلات مختلف.

مرحله 11. دندانههای سطل را در جعبه چوبی استاندارد از هرگونه آسیب محافظت کرده و به مشتری خود تحویل دهید.






